CNC hüdraulilise piduripressi eelis

1. Lihtne kasutamine
CNC-piduripidurit on väga lihtne kasutada ja see on vähem töömahukas masin. Seetõttu saab operaator korraga käsitseda mitut masinat. Neid masinaid saab lihtsalt juhtida puudutuse, tunnetuse ja operaatori heliga. Lisaks on need väga kasutajasõbralikud ja neil on väga võimas juhtimissüsteem.
2. Paindlik programmeerimine
CNC presspiduri paindlik programmeerimine võimaldab operaatoril masinat juhtida lihtsas inglise keeles või mõnes muus sobivas keeles.

Erinevat tüüpi toimingud, mida saab teha, on saadaval ka menüüs valikutena. Kui vajalik toiming on valitud, ilmub ekraanile veel üks küsimuste loend tsükliaegade, materjalide, rõhkude ja muude tootmisprotsessiga seotud elementide kohta. Ja pärast seda, kui operaator on vastused masinasse sisestanud, kuvatakse väärtused ekraanil kinnituseks enne seotud toimingu alustamist.
3. Kaasaegne disain
CNC-pressimispidur sisaldab kaasaegset disaini, mis võimaldab operaatoril kurvide järjestust hõlpsalt korraldada. Samuti aitab see operaatoril vajalikku toodet kiiresti valmistada. Pealegi ei pea operaator enam teatud paindeastme loomiseks vajaliku surve suurust hindama. Isegi muud tegurid, nagu ääriku pikkus, materjali tüüp, paksus ja paindeaste, saab sisestada otse CNC juhtseadmesse. Valmistatavat detaili saab vaadata ka kas 2D või 3D viimistletud versioonis. Peale selle, kui esimene osa on masinas või võrguühenduseta arvuti kaudu programmeeritud, saab vähem kvalifitseeritud operaator hõlpsasti ka järgmised osad toota.

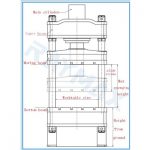
4. “C” plaatidele on mõlemale küljele paigaldatud kaks lineaarset kaalu.
Kinnitame selle töölauale, et välistada töö ajal tekkiva läbipainde mõju. Lineaarskaala kontrollib rammi mõlemat lõppasendit (Y1, Y2) ja saadab signaali. Pärast CNC-võimendiga võimendamist suunatakse signaal tagasi arvutisse. Seejärel kontrollib arvuti silindritesse siseneva õli mahtu. Seega saab rammi ja töölaua paralleelsust kontrollida alla ±0,01 mm.
5. Mitmekülgsus: Painutage mis tahes paksust ja materjali tüüpi (pidurite füüsiliste piiride piires), sealhulgas keerukaid osi, nagu elektrooniline šassii/klambrid.
6. DELEM süsteemil on automaatse testimise ja enesediagnostika funktsioonid. Programmeerimine sisaldab ka painutatava plaadi suurusi, tooriku mõõtmeid ja tööriistade valikut. Seejärel saab CNC-süsteem automaatselt arvutada paindejõu ja tagumise gabariidi ja rammi asendi. Samuti sai arvutada rammi läbitungimis- ja pressimisaja relee. Suurepärase kvaliteediga elektrohüdrauliline proportsionaalventiil võib tagada mõlema silindri sünkroniseerimise ja hea ekstsentrilise koormuse toimetuleku.

7. Tagumine mõõtur kasutab veerevat kuulkruvi ja veeremisjuhikut, nii et X-telje korduva positsioneerimise täpsus võib ulatuda ±0,1 mm-ni. Täielik masin on varustatud turvakaitse ja blokeeringuga, et kaitsta operaatorit vigastuste eest.
8. Peamised libisevad osad, nagu silindrid, kolvivarras, juhttee, on kõik kulumiskindlusega.
9. CNC-süsteem kontrollib CNC hüdraulilise piduri piduri tõukuri ja tagumise mõõturi käiku hea täpsusega.
CNC hüdraulilise presspiduri masina puudus
1. Materjali käitlemine: raskused suurte lehtede materjalide käsitsemisel
2. Tööriistad: nõutavad alumised ja ülemised tööriistad
3. Ääriku pikkus peab ulatuma üle stantsi kogu painutustoimingu ajal, piirates ääriku suurust
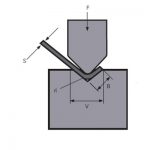
4. Tagasivedu: painutamise lõpus tekib elastse deformatsiooni taastumise tõttu tagasivedru, nagu on näidatud joonisel 1. Tagasilöögi nähtus mõjutab otseselt tooriku mõõtmete täpsust ja seda tuleb kontrollida. Sellega seoses võetud protsessimeetmed on järgmised: ① Nurga kompenseerimise meetod. Kui tooriku paindenurk on 90 °, saab pilu all oleva painutusmasina (V-kujulise) avamise nurga valida 78 °.

Joonis 1
Surveaega suurendatakse korrigeerimismeetodi abil. Korrigeerige painutamise lõpus survet, et pikendada painutusmasina ülemise stantsi, tooriku ja alumise soone kokkupuuteaega, et suurendada alumise soone plastse deformatsiooni astet, nii et kiudude tagasilöögitendents pinge- ja survetsoonis on teineteisele vastandatud, vähendades seeläbi tagasilöögipommi.
Seotud tooted
 CNC-pressimispiduri painutusmasina tööpõhimõte ja koostis
CNC-pressimispiduri painutusmasina tööpõhimõte ja koostis- WILA tõhus lahendus keskmiste ja paksude plaatide painutamiseks
- Kuidas valida hüdraulilise survepiduri masina tonnaaži
- Hiina elektripresside 10 parimat tootjat
- Kuidas valida sobivat CNC hüdraulilist piduripressi
- 4 sammu CNC-lehtmetalli painutajasüsteemi E21 tundmaõppimiseks
- Mis on presspiduri kroonimine
- Giljotiini lõikamismasina kasutamine
- Hüdraulilise jõupressi masina hooldus
- Hüdraulilise jõupressi masina ohutu kasutamise reeglid