Keskmisi ja pakse plaate kasutatakse laialdaselt erinevates valdkondades pingeosadena, nagu buldooserid, ekskavaatorid, laadurid, raudtee sõiduautod ja muud ehitusmasinad ja vedurid. Keskmised ja rasked plaadid viitavad tavaliselt metallplaatidele paksusega 4,5–25 mm. Keskmiste ja raskete plaatide vormimismeetodid hõlmavad peamiselt: presspiduri painutusvormimist, valtsimismasina vormimist ja pressimisvormimist. Painutamine (voltimine) on laialdaselt kasutatav ja rikkalik tootesarja vormimismeetod keskmiste ja paksude plaatide jaoks.
Plaadi painutamise raskused on pikad toorikud, kõrge rõhk, raske vormimine, madal efektiivsus ja raskesti kontrollitav täpsus. Painutamise lõpptulemus on materjali parameetrite, protsessi parameetrite ja vormi parameetrite põhjalik peegeldus. Nende parameetrite mõistlik disain on keskmiste ja paksude plaatide paindevõime parandamise võti.

Pressipiduri tonnaaž (presspiduri painutusmasin)
Esimene probleem, millega keskmise ja paksu plaadi painutamine silmitsi seisab, on presspiduri painutusmasina tonnaaži valik ning see, kas kinnituse ja vormi kandevõime vastab nõuetele.
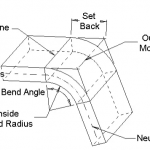
Survepiduri painutusmasin rakendab jõudu F, et juhtida ülemise ja alumise vormi vastastikust liikumist, painutades seeläbi plaati. 90° süsinikterasest plaatide painutamiseks annab WILA plaadi pingekoormuse empiirilise väärtuse, nagu on näidatud tabelis 1. Kui süsinikterase paksus on 20 mm, saab valida alumise stantsi, mille V=160 mm. Sel ajal on painutusmasina jõukoormus 150 t/m.
F = jõud pikkuseühiku kohta (t/m);
S = materjali paksus (mm);
ri= sisenurga painderaadius (mm);
V = stantsi alumine ava suurus (mm);
B= lühim ääriku serv (mm) );
alumiinium: F×50%;
alumiiniumisulam: F×100%;
roostevaba teras: F×150%;
stantsimine ja painutamine: F×(3~5)

Raske hüdrauliline klamber
WILA raskeveokite ülemiste hüdrauliliste klambrite kandemeetodid hõlmavad ülemist koormust ja õlakoormust ning maksimaalne koormus on vastavalt 250 t/m ja 800 t/m. Armatuuri jõudu kandev pind kasutab CNC sügavkarastuskarastustehnoloogiat. Rockwelli kõvadus on 56–60 HRC ja kõvenemissügavus kuni 4 mm, millel on kõrge kõvadus ja tugev kulumiskindlus. Hüdrauliline klamber kasutab hüdraulilist kiiret kinnitust ja hüdrovooliku laienemine juhib kinnitustihvti liikumist nii, et vorm istub automaatselt ja painutusjoon on automaatselt keskel. Painutusvormi puhul, mille kogupikkus on 6 meetrit, kulub hüdraulilise kinnituse täielikuks kinnitamiseks vaid umbes 5 sekundit ja igakülgne kasutustõhusus on 3–6 korda kõrgem kui tavalisel käsitsi kinnitussüsteemil.

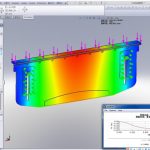
Rasketehnika kompensatsiooni töölaud
Keskmiste ja paksude plaatide painutamiseks ei suuda WILA uuel tasemel suure koormusega mehaanilise kompensatsioonitabeli versioon mitte ainult hõlpsalt täita koormusnõudeid, vaid ka kompenseerida painutusmasina läbipainde ja deformatsiooni. Mehaaniline kompensatsioonitöölaud kasutab hüdraulilist kinnitust, pinna täpsus võib ulatuda ±0,01 mm-ni, kivikaevu kõvadus on 56–60 HRC ja kõvenemissügavus kuni 4 mm. Mehaanilise kompensatsiooniga töölaud kasutab WILA universaalset UPB paigaldusliidest, mida on lihtne paigaldada ja millel on suurem täpsus. Sellel on ka oma Tx- ja Ty-suuna reguleerimine, mis tagab, et töölaud ja gabariidi kõrgus jäävad paralleelseks nii esi- kui ka tagasuunas, ning saab teostada kohalikku nurgahälbe korrigeerimist.

Tugev painutusvorm/tööriistad
Plaadi paksuse tõttu valitakse keskmise ja paksuse plaatide painutamiseks üldjuhul alumine suurema avaga vorm (V24~V300) ja suurema kandevõimega vorm. Vormi üldmõõtmed on üldiselt suured ja vormi kaal on ületanud operaatori tavapärase käsitsemisvõime. WILA patenteeritud tehnoloogia E2M (Easy to Move) võimaldab rull-laagrite abil operaatoritel mugavalt, ohutult ja kiiresti liigutada raskeid painutusvorme, säästes oluliselt vormivahetuse ja masina reguleerimise aega.
Pakkuda saab erinevate noakujuliste ja alumiste vormiavadega painutusvorme, mis vastavad kliendi vajadustele, nagu sirged noad, hanekaelad, fileevormid ja multi-V-vormid. Võtmeosade täpse lihvimise tõttu on vormi mõõtmete täpsus kuni ±0,01 mm. CNC sügavkarastus- ja kõvenemistehnoloogia töötlemisel võib vormi kõvadus ulatuda 56–60 HRC-ni ja karastatud kihi sügavus ulatuda 4 mm-ni.

Keskmise ja paksuse erineva plaadipaksusega plaatide painutamiseks pakub WILA ka Multi-V vorme, mis on saadaval kahes vormis: automaatselt reguleeritav V-port ja käsitsi reguleeritav V-port, nagu näidatud joonisel 6. Läbi arvjuhtimismootori või Reguleerimisplokk, alumise vormi V ava suurust saab suvaliselt reguleerida vastavalt plaadi omadustele, mis sobib eriti hästi keskmise ja paksu plaatide painutamiseks, millel on suur tagasilöök ja tugev tugevus. Samal ajal on Multi-V vorm varustatud madala hõõrdeteguriga karastatud rullidega, mis võivad oluliselt vähendada paindeosade väliseid kortse ja samal ajal vähendada paindet 10% ~ 30% võrreldes traditsiooniline alumine vorm.

Seotud tooted
 Kuidas valida hüdraulilise survepiduri masina tonnaaži
Kuidas valida hüdraulilise survepiduri masina tonnaaži- Kasutage CNC painutusmasina oskusi
- CNC-pressimispiduri painutusmasina tööpõhimõte ja koostis
- Kuidas valida sobivat survepiduri painutusmasinat
- Painutusmasina vormi tavapärane painutusjärjestus ja igapäevase kasutuse spetsifikatsioon
- Miks lisada presspiduri painutusmasinale kompensatsioonisüsteem?
- Kuidas arvutada oma piduripressi paindevaru
- Hiina presspiduri painutusmasina vorm
- Millest on valmistatud presspidurite stantsid? Mis on presspiduritööriistad?
- Press Brake Machine eelised ja puudused