Mis on presspiduri stantsid?
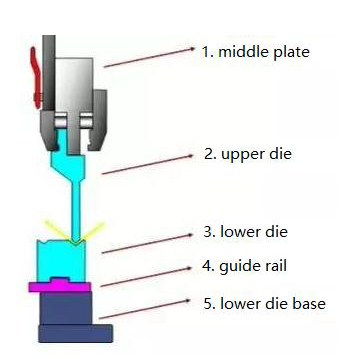
Pressipiduri stantsid on tööriist, mida presspidur kasutab lehtmetalli moodustamiseks. See tööriist koosneb erinevatest osadest ja erinevad tööriistad koosnevad erinevatest osadest.
See teostab peamiselt osade kuju töötlemist, muutes vormitud materjali füüsikalist olekut. see on tööriist, mille abil saab toorikust teha kindla kuju ja suurusega osa piduripressi vajutamisel.
Tavaliselt kasutatavad piduripressid
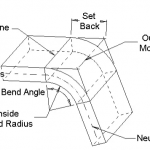
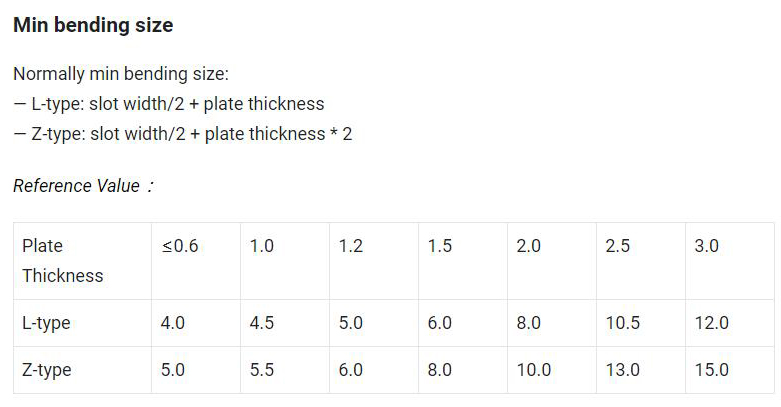
Üldiselt on ääriku serva kõrgus L≥3t (t = plaadi paksus). Kui ääriku serva kõrgus on liiga väike, ei soodusta isegi painutusvormi kasutamine vormimist.
Presspiduri stantside klassifikatsioon
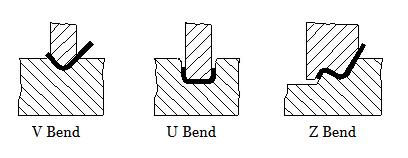
| Punch tüüp | Peamine rakendus |
| Sirge löök | Valmistatud nurgad ≥90° |
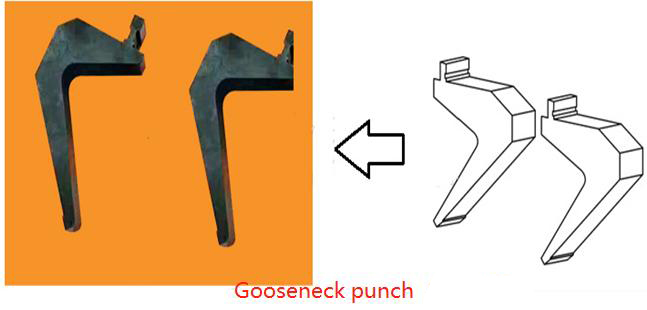
| Hane kaela löök | Valmistatud nurgad ≥90° |
| Äge löök | Valmistatud nurgad≥30° |
Surma
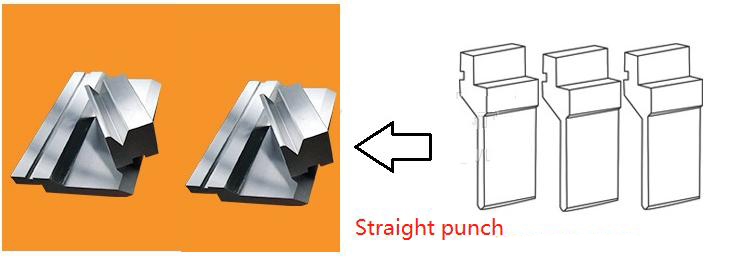
| Punch tüüp | Peamine rakendus |
| Laula V die | 1. Kui v nurk = 88 (ref), on võimalik painutada nurki ≥ 90° |
| Topelt V stants | 2. Kuigi V nurk = 30° (ref), suudab painutada nurki ≥ 30° |
Vajutage pidurisegmendi stantsi
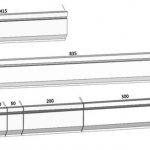
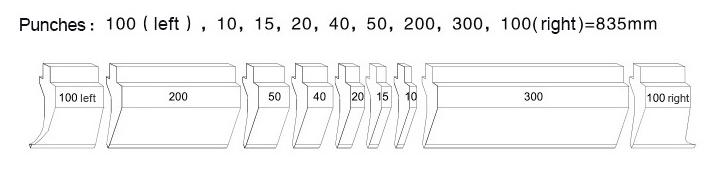
Üldiselt on presspiduri stantsi ja stantsikomplekti standardpikkus 835 mm. Tooriku erineva pikkusega painutamiseks jagatakse stants ja stants järgmisteks suurusteks:
10+15+20+40+50+100+100+200+300=835

Presspidurite stantside materjalid
Üldiselt on piduripresside materjalid, sealhulgas T8 teras, T10 teras, 42CrMo ja Cr12MoV. Cr12MoV on samuti hea materjal. Kasutamise jõudlus võib olla rahul, protsess
jõudlus on samuti hea, kuid hind on kõrge.
42CrMo on ülitugev legeeritud karastatud ja karastatud teras, millel on kõrge tugevus ja tugev sitkus. See võib töötada temperatuuril -500 ° C.
Kuidas valida presspiduri parameetreid Pressi pidurivormi kõrguse valem
- Käiku (mm) = päevavalgus - keskmise plaadi kõrgus - ülemise matriitsi kõrgus - alumise matriitsi kõrgus (matriitsi alumine kõrgus - 0,5 V+t)
t = plaadi paksus ( mm )
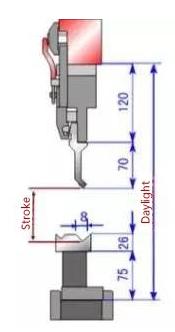
Antud: päevavalgus 370mm, max käik 100mm
Ulatus: käik = 370-120-70-75-(26-0,5*8+t)= (83-t)mm
Märkus: 0,5 V < max käik
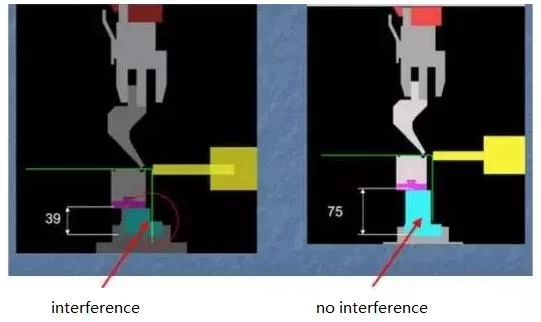
Pange tähele, et alumisel matriitsipõhjal on ka palju erinevaid kõrgusi, mida kasutatakse erinevatel valmistamise eesmärkidel. Nii et ärge unustage seda alumise stantsipõhja valimisel.
Alumise stantsi tüüp
Üldjuhul on alumisel matriitsil üks V-tüüpi ja kahekordne V-tüüp, mille hulgas on see eraldatud matriitsiks ja täispikaks matriitsiks. Erinevat stantsi rakendatakse erinevale valmistamise eesmärgile
Siiski on ühe V-vorminguga stantsil palju laiem kasutusala kui topelt-V-vormingus, samas kui eraldatud stantsi kasutatakse laiemalt kui täispikka stantsi.
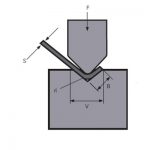
Alumine stants v laius, V soone nurk
V-soonte valik ja plaadi paksus (T):
| T | 0.5~2.6 | 3~8 | 9~10 | ≥12 |
| V | 6 × T | 8 × T | 10 × T | 12 × T |
Alumise matriitsi V-nurk on sama, mis ülemise matriitsi nurk.
| Plaadi paksus | ≤0,6 | 1.0 | 1.2 | 1.5 | 2.0 | 2.5 | 3.0 |
| Stantsi laius | 4 | 6 | 8 | 10 | 12 | 16 | 18 |
Selleks, et mõnel erijuhul valida painutamiseks väike v stants, peaks iga stantsi levimine suurenema 0,2 mm
Lisateabe saamiseks võtke meiega ühendust, me pakume teile täislahendust.
Seotud tooted
 Kuidas arvutada oma piduripressi paindevaru
Kuidas arvutada oma piduripressi paindevaru- Miks lisada presspiduri painutusmasinale kompensatsioonisüsteem?
- WILA tõhus lahendus keskmiste ja paksude plaatide painutamiseks
- Kuidas valida sobivat survepiduri painutusmasinat
- Kuidas valida hüdraulilise survepiduri masina tonnaaži
- Mis on presspiduri kroonimine
- Presspiduri painutusmasinate tavalised mehaanilised rikked ja hooldus
- Mitut tüüpi hüdraulilist piduripressi
- Hiina 40-tonnine presspidur
- Hiina presspiduri painutusmasina vorm