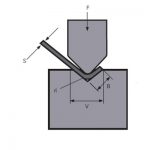
Pressipiduri stants/stants jaguneb ülemiseks ja alumiseks vormiks, mida kasutatakse lehtmetalli stantsimisvormide vormimiseks ja eraldamiseks. Vormimisvormil on süvend ja eraldamisvormil on lõikeserv. Presspiduri masina stantsil/stantsil on suur mõju töödeldava detaili täpsusele. Painutusprotsessis puutub töödeldava detailiga kokku ainult vorm.
Painutusmasina/pressi piduri stantsid on L-kujulised, R-kujulised, U-kujulised, Z-kujulised jne. Ülemine stants on peamiselt 90 kraadi, 88 kraadi, 45 kraadi, 30 kraadi, 20 kraadi, 15 kraadi jne nurk. Alumisel vormil on 4 ~ 18 V kahe soonega ja ühe soonega erineva laiusega sooned, samuti R-alumine vorm, teravnurga alumine vorm, tasandusvorm jne.

Ülikõrge täpsus
Vormi täpsuse jaoks on väga oluline, et see mõjutaks oluliselt töödeldava detaili täpsust painutusprotsessi ajal. Enne kasutamist tuleb kontrollida vormi kulumist. Kontrollimeetodiks on mõõta pikkust ülemise vormi esiotsast õlani ja pikkust alumise vormi õla vahel. Tavaliste vormide puhul peaks kõrvalekalle meetri kohta olema umbes ±0,0083 mm ja kogupikkuse kõrvalekalle ei tohiks olla suurem kui ±0,127 mm. Täppislihvimisvormi puhul peaks täpsus meetri kohta olema ±0,0033 mm ja kogutäpsus ei tohiks olla suurem kui ±0,0508 mm. Üldiselt on elektrohüdrauliliste painutusmasinate või väändvõlliga painutusmasinate jaoks soovitatav kasutada peenlihvimisvorme ja käsitsi painutuspinkide jaoks tavalisi vorme.
CNC presspiduri masina tööriistaosa on järgmine:

Automaatne fikseeritud paigaldus
Ülemine stants paigaldatakse siis, kui liugur tõuseb ülemisse surnud punkti ja vormi kinnitussüsteem suudab mitut vormi paigal hoida kuni kinnitusrõhu rakendamiseni.
Hüdrauliline kinnitussüsteem
Hüdrauliline kinnitussüsteem on kõige tõhusam kinnitusviis. Seda kinnitussüsteemi saavad kasutada nii uued kui ka vanad masinad, säästes aega ja kulusid. Kui vana painutuspingi kandepind on kahjustatud, on hüdrauliline kinnitussüsteem parim valik kahjustuste kõrvaldamiseks, parandades samal ajal ka kinnitus- ja paigalduse efektiivsust.

Pigistage automaatselt oma kohale
Kinnitussurve rakendamisel tõmmatakse ülemine stants üles ja pressitakse automaatselt oma kohale. See välistab vajaduse vajutada ülemist vormi painutusprotsessi ajal vormi põhja.
Puntsi/stantsi valik
Esiteks määrake painutatava lehe paksus. Näiteks soovite painutada 0,75–6,30 mm paksuseid plaate. Seejärel korrutage kõige õhema lehe paksus 8-ga, et hinnata minimaalset nõutavat V-vormingu suurust. Selles näites on minimaalne nõutav vorm 0,75 mm plaat, seega 0,75 × 8 = 6. Kolmandaks korrutage kõige paksema lehe paksus 8-ga, et hinnata maksimaalset V-kujulist vormi suurust.
8 korda põhimõte
See tähendab, et V-kujulise vormi ava peaks olema 8 korda suurem kui lehe paksus. Lähima vormi valimiseks korrutage lehe paksus 8-ga. Näiteks 1,5 mm paksuse plaadi jaoks on vaja 12 mm vormi (1,5 × 8 = 12 mm). Kui see on 3,0 mm plaat, on vaja 24,0 mm vormi. (3,0 × 8 = 24,0). See suhe võib pakkuda parimat nurgavalikut, mistõttu paljud inimesed nimetavad seda "parimaks valikuks". Enamik avaldatud painutusgraafikuid on samuti keskendunud sellele valemile.
Mudeli valiku reeglid
L-kujuliste toorikute painutamise valikureegel on see, et reeglid puuduvad, kasutada võib peaaegu iga ülemist stantsi. Nii et valides toorikurühma ülemisi vorme, võib L-kujulisi toorikuid pidada viimasteks, sest peaaegu iga ülemine vorm võib neid painutada. Nende L-kujuliste detailide painutamisel on soovitatav kasutada ülemisi vorme, mis suudavad painutada ka teisi toorikuid. Vorme ostes, mida vähem, seda parem. Selle eesmärk on mitte ainult vormikulude minimeerimine, vaid ka vajalike vormide arvu ja paigaldusaja lühendamine.


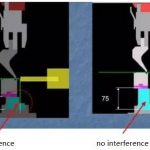
Kui tooriku ülemine osa on pikem kui alumine, on vaja hanekelaga stantsi. Kui tooriku ülemine osa on alumisest osast lühem, on kõik ülemised stantsid korras. Kui tooriku ülemine ja alumine osa on sama pikkusega, on vaja teravnurga ülemist stantsi. Kokkuvõttes sõltub ülemise stantsi valiku reegel peamiselt töödeldava detaili häiretest, mille puhul võib painde simulatsioonitarkvara mängida olulist rolli. Kui kasutatav süsteem ei suuda painutusolukorda simuleerida, võite kasutada joonist koos ruudustiku taustaga, et kontrollida käsitsi ülemise vormi töödeldava detaili häireid, nagu on näidatud alloleval joonisel.


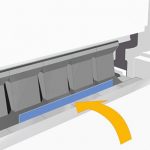
Puudub süvendusvorm
Peaaegu kõik tüüpilised V-kujulised painutusmasina vormid jätavad töödeldavale detailile jälje, kuna painutamise ajal surutakse metall vormi. Enamasti on märgid väikesed või vastuvõetavad. Raadiuse suurendamine võib märke vähendada. Kuid mõnikord on isegi kõige väiksemad märgid vastuvõetamatud, näiteks värvitud või poleeritud plaadid enne painutamist. Nailonist sisetükke saab kasutada süvendite kõrvaldamiseks, nagu on näidatud alloleval joonisel. Süvenditeta painutamine on eriti oluline valmistatud lennuki- või kosmoseosade puhul, kuna inspektoritel on raske palja silmaga detaili kontrollida ning kriimustusi ja pragusid eristada.

Seotud tooted
 Kuidas valida hüdraulilise survepiduri masina tonnaaži
Kuidas valida hüdraulilise survepiduri masina tonnaaži- WILA tõhus lahendus keskmiste ja paksude plaatide painutamiseks
- Kasutage CNC painutusmasina oskusi
- Painutusmasina vormi tavapärane painutusjärjestus ja igapäevase kasutuse spetsifikatsioon
- Paindejõu arvutamine lehtmetalli painutusmasina vaba painutamisel
- Millest on valmistatud presspidurite stantsid? Mis on presspiduritööriistad?
- Mitut tüüpi hüdraulilist piduripressi
- Miks lisada presspiduri painutusmasinale kompensatsioonisüsteem?
- Mis on presspiduri kroonimine
- Kuidas arvutada oma piduripressi paindevaru