1. Erinevad ehituspõhimõtted
Kahe mudeli disainipõhimõtted on erinevad, mille tulemuseks on erinevad struktuurid, mis tagavad sünkroniseerimise mõlemal pool painutusliugurit. Väändetelje painutusmasin kasutab väändetelge vasaku ja parema pöördevarda ühendamiseks, et moodustada väändetelg, mis sunnib sünkroniseerimismehhanismi mõlemal pool silindreid üles ja alla liikuma, seega on väändetelje sünkroniseerimise painutusmasin mehaaniline sundsünkroniseerimismeetod. , ja liuguri paralleelsust ei saa automaatselt kontrollida automaatset vahendamist.
Elektrohüdrauliline sünkroonne painutusmasin on magnetilise (optilise) skaala paigaldamiseks liugurile ja seinaplaadile. Arvjuhtimissüsteem suudab igal ajal analüüsida liuguri mõlema poole sünkroniseerimist magnetilise (optilise) skaala tagasiside teabe kaudu. Kui ilmneb tõrge, reguleerib arvjuhtimissüsteem proportsionaalse elektrohüdraulilise servoklapi kaudu, et sünkroniseerida käik liuguri mõlemal küljel. Arvjuhtimissüsteem, hüdrauliline juhtventiilide rühm ja magnetskaala moodustavad elektrohüdraulilise sünkroonse painutusmasina suletud ahela tagasiside juhtimise.

2. Täpsus
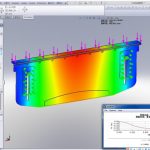
Liuguri paralleelsus määrab tooriku nurga. Väändetelje sünkroonne painutusmasin säilitab mehaaniliselt liuguri sünkroniseerimise ilma reaalajas veatagasisideta ja masin ise ei saa automaatseid reguleerimisi teha. Lisaks on selle osaline kandevõime kehv (väändtelje sünkroonpainutusmasin kasutab väändetelge, et sundida sünkroniseerimismehhanismi liigutama mõlemalt poolt silindreid üles ja alla. Kui pikaajaline osakoormus põhjustab väändetelje deformatsiooni .), elektrohüdrauliline sünkroonpainutusmasin on proportsionaalse elektriga süsteem. Vedeliku klapi rühm juhib liuguri sünkroonimist ja magnetiline (optiline) skaala annab reaalajas vea tagasisidet. Kui ilmneb tõrge, reguleerib süsteem liuguri sünkroonimise säilitamiseks proportsionaalse klapi kaudu.
3. Kiirus
Masina töös on kaks punkti, mis määravad selle töökiiruse: (1) liuguri kiirus, (2) kaldekiirus, (3) painde samm.
Väändetelje sünkroonpainutusmasin kasutab 6:1 või 8:1 silindrit, mis on aeglane, samas kui elektrohüdrauliline sünkroonpainutusmasin kasutab 13:1 või 15:1 silindrit, mis on kiire. Seetõttu on elektrohüdraulilise sünkroonpainutusmasina kiire allakäik ja tagasivoolu kiirus palju suurem kui torsioon-sünkroonpainutusmasinal.
Kui väändetelje sünkroonse painutusmasina liugur liigub allapoole, kuigi kiirusel on kiire ja aeglustamise funktsioonid, on kiire alla- ja tagasipöördumiskiirus vaid 80 mm/s ning kiire ja aeglane lülitus ei ole sujuv. Tagagaasi jooksukiirus on vaid 100mm/s.
Kui töödeldavat detaili tuleb painutada mitmes etapis, tuleb väändetelje sünkroonpainutusmasina iga protsess eraldi seadistada ja töötlemisprotsess on väga tülikas. Elektrohüdrauliline sünkroonmasin saab aga arvuti kaudu seadistada ja salvestada iga sammu protsessi ning seda saab pidevalt kasutada, mis parandab oluliselt painutusetapi kiirust ja töö efektiivsust.
Kui elektrohüdraulilise sünkroonpainutusmasina liugur langeb, on kiirusel kiirenduse ja aeglustamise funktsioonid. Kiire alla- ja tagasivoolukiirus võib ulatuda 200 mm/s-ni ning kiire ja aeglane muundamine on sujuv, mis võib oluliselt parandada tootmise efektiivsust. Samal ajal ulatub tagagaasi jooksukiirus 300 mm/s.
4. Tugevus
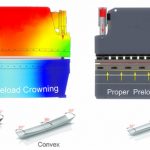
Oma konstruktsiooni tõttu ei saa torsioon-sünkroonpainutusmasin ekstsentrilise koormuse all painduda. Kui see on pikka aega ekstsentrilise koormuse all painutatud, põhjustab see väändevõlli deformatsiooni. Elektrohüdraulilisel sünkroonsel CNC-painutuspingil sellist probleemi pole. Vasakul ja paremal küljel asuvad Y1 ja Y2 teljed töötavad iseseisvalt, nii et seda saab osalise koormuse korral painutada. Elektrohüdraulilise sünkroonpainutusmasina töötõhusus võib olla võrdne kahe kuni kolme väändetelje sünkroonpainutusmasinaga.
Seotud tooted
 CNC-pressimispiduri painutusmasina tööpõhimõte ja koostis
CNC-pressimispiduri painutusmasina tööpõhimõte ja koostis- Miks lisada presspiduri painutusmasinale kompensatsioonisüsteem?
- Press Brake CNC süsteemide võrdlus ja valik
- 4 sammu CNC-lehtmetalli painutajasüsteemi E21 tundmaõppimiseks
- Kuidas teha läbipainde kompenseerimist CNC lehtmetalli painutaja jaoks
- Enim müüdud hüdrauliline surve hüdrauliline töökoda press hüdrauliline press ton hüdrauliline
- Hiina 40-tonnine presspidur
- Hüdraulilise jõupressi masina ohutu kasutamise reeglid
- WILA tõhus lahendus keskmiste ja paksude plaatide painutamiseks
- Presspiduri painutusmasinate tavalised mehaanilised rikked ja hooldus